


P5无缝钢管资讯")
P5无缝钢管资讯")

以下是我们精心制作的(江泰)P5无缝钢管资讯产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
以下是:(江泰)P5无缝钢管资讯的图文介绍

20CrMo
江泰钢材有限公司(连江分公司)
20CrMo一站式采购服务
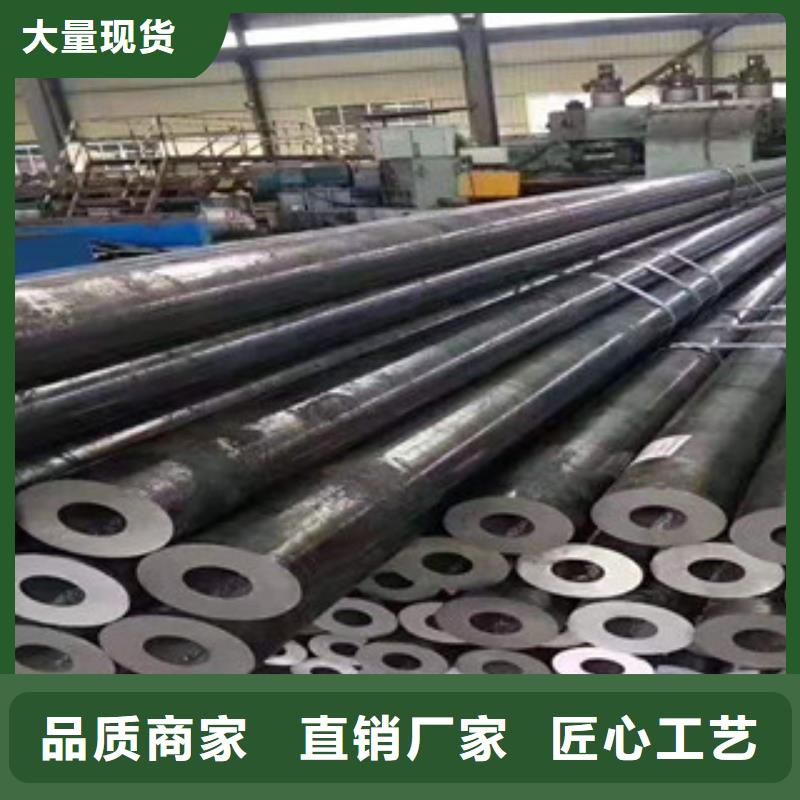
热销产品
PRODUCT REAL SHOT DISPLAY
P5无缝钢管资讯")
P5无缝钢管资讯")
P5无缝钢管资讯")
P5无缝钢管资讯")
P5无缝钢管资讯")
P5无缝钢管资讯")

20CrMo的图文介绍
实拍展现支持定制
P5无缝钢管资讯")
精密光亮管要有很大的心,还要注意相关的保障作用,这样的话精密光亮管行业才能够有更大的业绩,获得比较好的发展。在进行改革和不断地发展的道路上要进行实事求是的去发展,注意搞好环境,这样的话厂家才能够抓住行情进行发展起来的!
精密光亮管现在的产量已经是很大的,就是全球不生产的话也是能够使得全世界使用好多年的。在行业不景气的行情之下,我国的精密光亮管厂家也是不停地进行生产的,生产量是急剧的在增加的,增加的产量和厂家的数量都是同时在增加的,也就是说现在精密光亮管是不缺乏数量而是缺少质量,尤其是生产方式要向着智能化的生产方式进行转变,这样的话精密光亮管行业才有着更好地发展的。

P5无缝钢管资讯")
多年经验
买20CrMo直接找源头工厂给您更好的产品
P5无缝钢管资讯")
质量把控
严格把控20CrMo生产标准确保品质出厂的都是合格品
P5无缝钢管资讯")
支持定制
20CrMo按需定制产能稳定满足多种需求
P5无缝钢管资讯")
服务保障
20CrMo成熟技术团队和售后团队交货准时

20CrMo定制流程
