您的位置>首页 >利川当地产品News >
数控编程培训-数控培训多年厂家可靠
更新时间: 2025-06-01 14:15:02 ip归属地:恩施,天气:中雨转小雨,温度:18-22 浏览次数:4
以下是:数控编程培训-数控培训多年厂家可靠的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/个 |
|---|
| 发货期限 | 随到随学 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 包邮 |
|---|
| 小起订 | 1 |
|---|
| 产品产地 | 石家庄+ |
|---|
| 加工定制 | 是 |
|---|
| 河北德玛数控培训 | 包教会 |
|---|
| 河北德玛数控培训 | 学会为止 |
|---|
| 河北德玛数控培训 | 自办工厂 |
|---|
| 河北数控数控培训 | 边学边练 真机实践 |
|---|
以下是:数控编程培训-数控培训多年厂家可靠的图文视频
导读 选购数控编程培训-数控培训多年厂家可靠来恩施市利川市找德玛科技信息(利川市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李老师-【13833466981】,地址:[城铁轨道职业技工学校]。 湖北省,恩施土家族苗族自治州,利川市 利川市,湖北省恩施土家族苗族自治州辖县级市,地处湖北省西南边陲,西靠重庆市,东接恩施市,南邻潇湘,北依三峡,与重庆市四县两区交界,是恩施土家族苗族自治州面积、人口多的县级市,利川土地肥沃,物产丰富,素有“银利川”、“贡米之乡”称号,自古以来为“有利之川”、“大利之川”,故名“利川”。总面积4605.53平方千米,截至2021年8月,辖2个街道、8个镇、4个乡,市政府驻都亭街道。2022年,利川市常住人口71.57万。
观看数控编程培训-数控培训多年厂家可靠产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:数控编程培训-数控培训多年厂家可靠的图文介绍
数控培训的详细介绍
产地采购多年经验

河北德玛数控编程培训整理数控销售人员。这个岗位的报酬是丰厚的,而要求掌握的专业知识并不那么多,但是要求有出众的口才以及良好的社交能力,不是一般人能干的。第五、相近专业的也可以选择:机械设计方面如绘图人员,做机械设计师、结构设计师;加工工艺管理或者现场技术人员、机械设计人员(机械工程师)数控机床操作工、机械设备维修工、机械设备销售员、程序编制员、机械工艺员、检查员、生产管理员。做机械设计师、结构设计师;
精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制

德玛科技信息(利川市分公司)
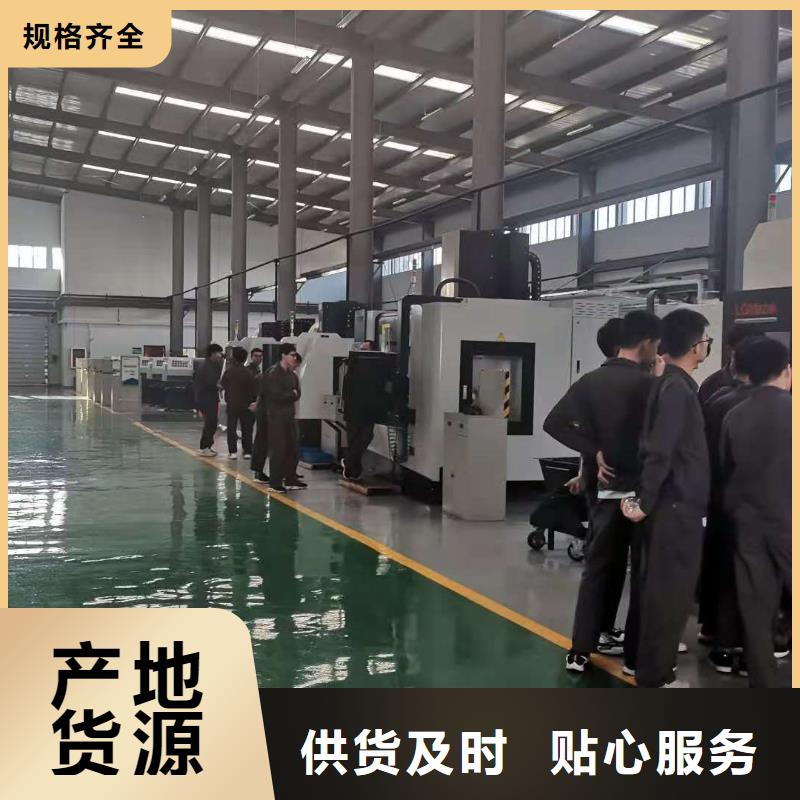
10年以上数控培训生产经验
德玛科技信息(利川市分公司)始终秉承研发带动生产,生产促进研发的循环发展理念,严把 数控培训质量关,价格关,售后服务关,得到广大新老客户信赖。我们将一如既往,以更好的 数控培训产品,更优的价格,更及时到位的服务来回馈广大新老客户,与您携手共同走向我们美好的明天。
总结 德玛科技信息(利川市分公司)【13833466981】在恩施市利川市本地专业从事数控编程培训-数控培训多年厂家可靠,价格低,发货快,效果好 (湖北省 恩施市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县)可送货上门。